Bending Force Calculation :

where kV = die opening factor, 0.75 to 2.5 (larger values are for smaller R/t ratios and vice
versa). A 1.33 value is used for a die opening of 8 times metal thickness.
W = width of the bent-up portion
L = distance between material supports
S = ultimate tensile strength
For instance, Let’s assume a sheet part with thickness 3mm, Kv =2.5, more than 8x of thk., L=60, W=75, S=41
Force = (2.5 x 41 x 75 x 3 x 3) / 60 ⇒ 1153 Kgf
To check the accuracy of the formula, the co-relation has been made with the FEA force calculation :
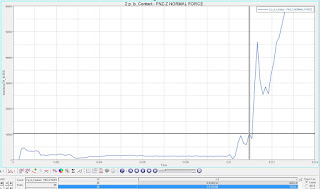
FEA force is 10231N = 1044 kfg (almost nearby the formula)
Bending in a U-die, equipped with a spring-loaded pressure pad:

where kU = die opening factor, 0.4 to 10
RE = radius, die edge (see Fig. 8-53)
RD = radius, bottom of U channel
Ppad = pressure of spring-loaded support

Bottoming force (F) = A X S
where S = Tensile strength
A = area of part, subjected to coining
Wipe bending dies pressure calculation:

where L = distance between supports of the material
W = width of the bent-up portion
S = ultimate tensile strength
t – Sheet Thickness
FORCE CALCULATION IN ROTARY BENDING

where L = distance between Die and roll radius
PL = width of the bent-up portion
S = ultimate tensile strength
t – Sheet Thickness
If you want to learn the Metal forming simulation, read the book “Practical guide to forming simulation”
